

Silicon Machining Tools for the Photovoltaic and Semiconductor Industries
Herbert Arnold GmbH & CO. KG - founded in 1950, is the leading manufacturer of equipment for machining silicon in PV wafer manufacturing and the semiconductor industry. Arnold offers a set of standard machines as shown further below but is also a versed custom machine designer and automation expert who can convert your idea into a proprietary machine that will boost your productivity.
Silicon Machining Tools for a PV Wafer Factory
 Production Floor at Arnold Headquarters (click photo for video)
Production Floor at Arnold Headquarters (click photo for video)
Arnold's product portfolio includes individual machines, automated work cells combining multiple pieces of equipment, and fully automated
manufacturing solutions. Arnold's machines are designed to minimize cost of ownership (CoO) by optimizing parameters like silicon waste, consumables, utilities and machine uptime.
With their unique sawing concept, which employs a proprietary cutting blade, cropping cost are reduced significantly. The saw has become a serious contender among squaring and cropping saws used in
wafer manufacturing and easily outperforms some legacy equipment like ID saws.
All Arnold machines are built for 24/7 fabrication environments. The design of all Arnold equipment ensures that machining tolerance specifications are maintained throughout long periods of uninterrupted operation.
Quality Management System
Arnold is DIN EN ISO 9001:2008 certified and adheres to rigorous quality control procedures providing procedure and material traceability throughout the entire manufacturing process.
General Specifications of Arnold Machines
- ARPAT system to log process and machine information
- Remote access for troubleshooting and process support
- Water as coolant, no slurry, no additives
- Loading from both, front (automated) and back (manually)
- Automated centering of the work piece
- Work pieces are clamped (no gluing)
- Laser system to measure dimensions of work piece
- Torque monitoring to protect grinding wheel and work piece
- Automated calibration of grinding wheel positions
- Grinding wheel wear compensation
- Dimensional grinding accuracy: < ± 0.05 mm
- Surface quality grinding, sides: Rz< 1 µm / Ra< 0.1 µm
- Surface quality grinding, chamfers: Rz < 1.5 µm / Ra < 0.15 µm
- Surface quality cropping: Rz < 8 µm / Ra < 0.8 µm
- Uptime as per SEMI E10: 97%
- CE certified, UL certification optionally
Product Portfolio
Arnold machines cover the following operations:
MONO-crystalline ingots
-
Surface grinding and polishing (up to 1,000 mm long segments)
-
Round grinding / straight chamfering (up to 1,000 mm long segments)
-
Cropping with thin OD blade technology (up to 3,380 mm long as-grown ingots)
- Squaring (up to 3,000 mm long as-grown ingots or multiple shorter segments)
MULTI-crystalline bricks
-
Surface grinding and polishing (up to 500 mm long bricks)
-
Chamfering (up to 500 mm long bricks)
-
Cropping with thin OD blade technology
Fully automated work cells
- Automated work cells combining above listed individual machines with automated material handling.
- Automated gluing cells to prepare bricks or ingot segments for the wire saw.

Turnkey Manufacturing Lines - Brick/Ingot Finishing
Over 30 fully automated Arnold manufacturing lines are running 365 days per year worldwide.
To form a manufacturing line, work cells are connected to perform a sequence of tasks in a fully automated fashion as shown in the picture above. On the input side are for instance the as-squared bricks (multi), or as-grown ingot segments (mono), and on the output side are the silicon segments glued to a glass beam ready to be loaded into the wire saw. The manufacturing lines are supplemented by
- measurement equipment such as IR imaging, lifetime, p/n conductivity;
- marking equipment ("WISE" system) such as a laser scriber for marking silicon bricks or ingot segments to individualize the work pieces for quality control purposes;
- automated waste material handling;
- washing units;
- a SCADA system ("ARPAT" - Arnold Remote Production Analysis Tool) interfacing with the factory MES system.
PV Industry: Silicon Machining Tools for Grinding/Polishing and Cropping Silicon Segments

Surface Grinding/Polishing Machine - Model 72/860 (mono/multi). This machine is used in multi and mono-crystalline wafer manufacturing to grind and polish the four sides of a square silicon brick (multi) or a squared ingot segment (mono). The machine is designed such that the silicon block leaves the machine with a perfectly square cross section and a mirror-like surface finish. After surface grinding and polishing, the four edges need to be chamfered with a chamfering machine 72/852 (multi) or rounded over with a round grinding machine 72-856 (mono). CLICK HERE FOR A VIDEO.
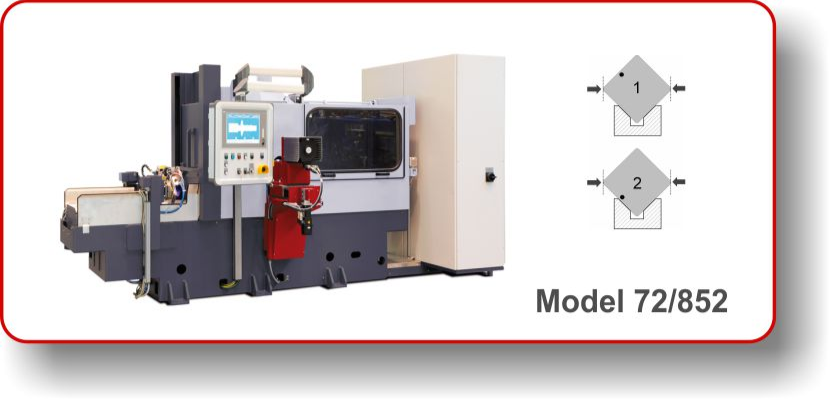
Chamfering Machine - Model 72/852 (multi). This machine is used in multi-crystalline wafer manufacturing to chamfer the four edges of a square silicon brick. The 45° chamfers get a mirror like surface finish and meet manufacturing specifications precisely. A laser system measures the edges of each machined brick before and after to insure quality. CLICK HERE FOR A VIDEO.
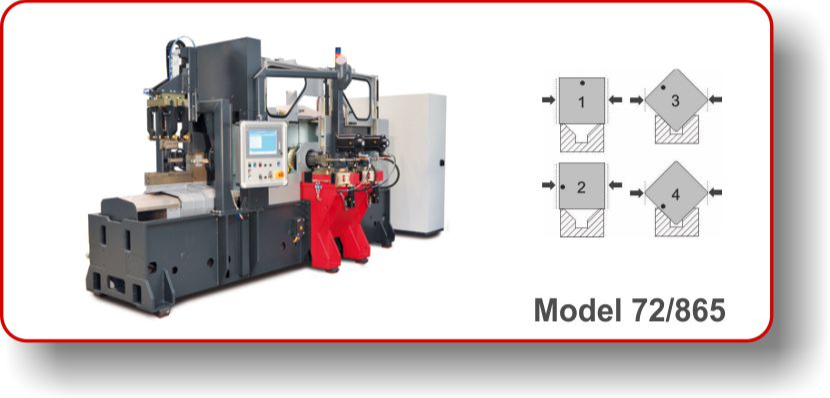
Surface Grinding + Chamfering Machine -
Model 72/865 (multi). This machine combines the functionality of the previous two models 72/860 and 72/852. Smaller factories may benefit from a machine that combines surface grinding and chamfering. However, larger factories separate surface and chamfer grinding because the latter process takes only about half the time of the former. Hence, in a high volume factory, separating the two grinding steps reduces the number of machines.
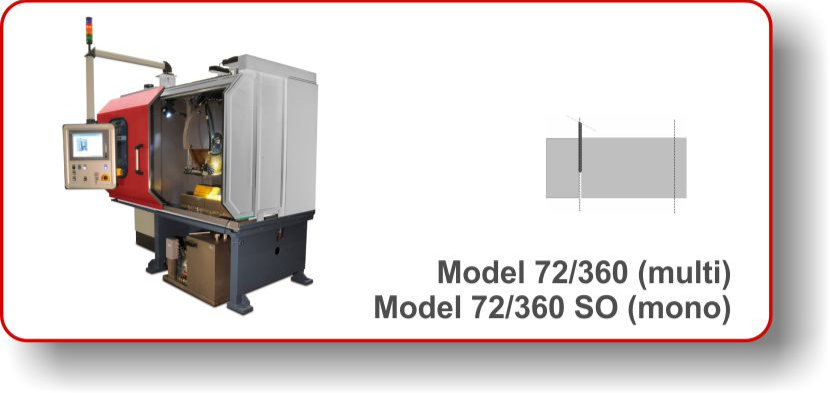
Cropping Saw - Models 72/360 (multi) and 72/360 SO (mono). This OD saw uses a diamond wheel that cuts with a kerf of 1.7 mm. The benefit of this type of saw over one equipped with thinner blades (ID or band saws) lies in its much lower operating costs even with the silicon loss factored in. The saw has a cutting depth of 230 mm. The silicon block has to be positioned manually but no clamping is needed. Although only 1.5 mm thick, the saw blade doesn't vibrate due to its hydrostatic stabalization and delivers a consistent cut for thousands of hours. Only two blades per year are needed in a 24/7 production line. For long as-grown mono-crystalline ingots the SO model comes with a table to support the ingot.
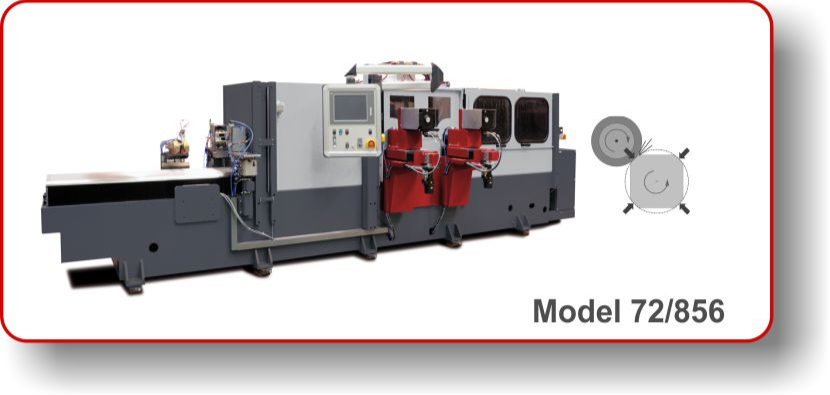
Round Grinding Machine - Model 72/856 (mono). This machine is used to round over the edge of an ingot segment after it was polished. Traditionally mono-crystalline wafers have round corners. This is a feature that can be traced back to the time when ingot diameters were small and the radii after squaring large. Today the diameters of mono ingots are in the range of 203 to 205 mm, which results in only very small rounded corners. If lowering cost is the objective, then a straight chamfer would be the way to go. It can be produced faster with a less expensive machine, the 72-852. CLICK HERE FOR A VIDEO.
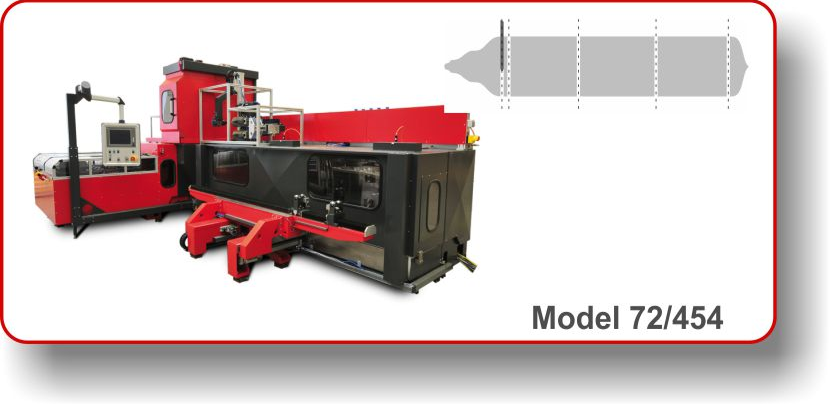
Cropping Saw - Model 72/454 (mono). This cropping saw uses the same cutting technology as in the 72/360 but features an automated material handling package. The machine crops an as-grown ingot fully automatically up to a length of 3,380 mm. An output buffer stores top and tail, the test slabs and the ingot segments. The operator can mark the cutting positions manually with the help of a pointer that is mounted on a rail parallel to the ingot.

Squaring Saw - Model 72/476 (mono). This machine squares round silicon ingots. No pre-rounding is required, the machine takes as-grown ingots (without top and tail) or multiple ingot segments. The pieces are easy to mount, no gluing is required, no positional adjustments. The cutting technology is the same as in the cropping saw 72/360 but the blades are thicker and the kerf is 3.3 mm. This saw is ideal for smaller factories or for pilot runs outside of a production line.
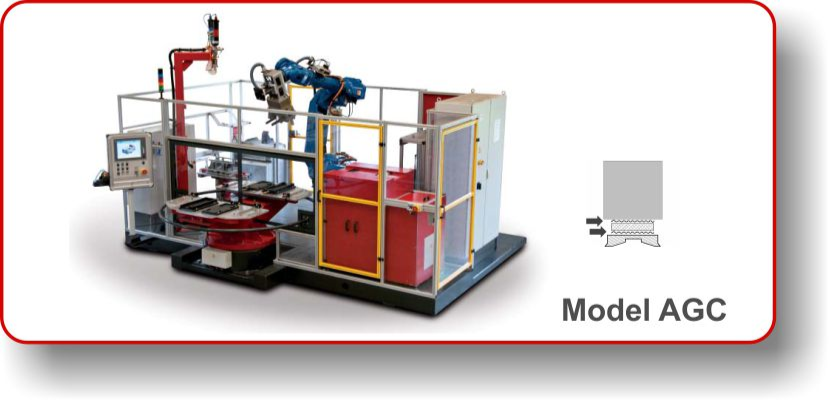
Gluing Center - Model AGC (mono, multi). This center performs all the necessary gluing steps in a fully automated fashion. The silicon segments are cleaned, dried, glue is volumetrically supended in precise doses. Then silicon segment, glass carrier and steel holder are combined and kept together until the glue has cured. The machine also uses a commissioning system that combines silicon segments of different lengths to optimize the use of the cutting table.
Semiconductor Industry: Machining Tools for Polysilicon and Ingot Manufacturing
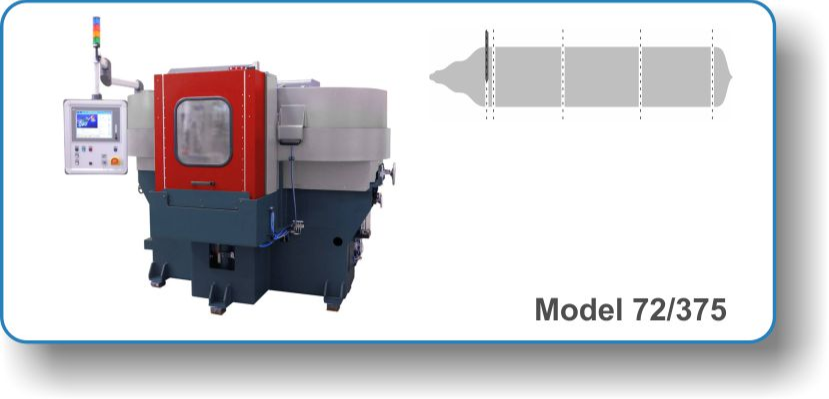
Band Saw for Ingot Cropping - Model 72/375. This compact band saw is designed to crop 12" CZ ingots fast with a kerf loss of only 1.2 mm. The maximum ingot segment length is 500 mm and the maximum diameter is 310 mm. Like all Arnold machines, it is designed to be loaded automatically from the front and manually from the back. The ingot is clamped pneumatically, no gluing required.
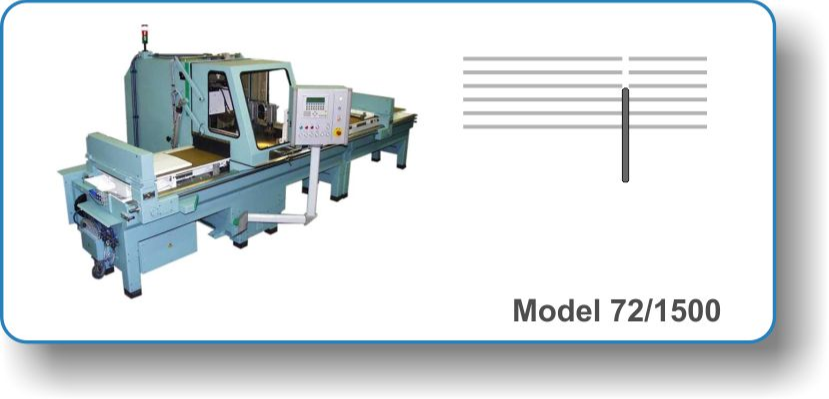
Cropping Saw for Filaments - Model 72/1500. This machine is used to cut silicon filaments to length. One or multiple filaments, round or square can be cropped at the same time.
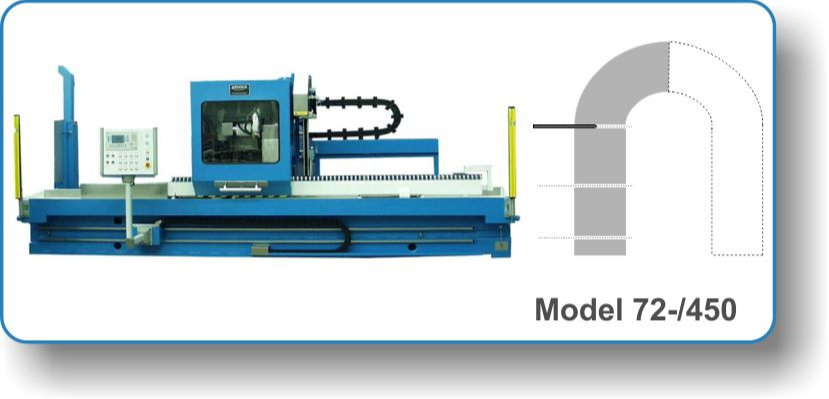
Cropping Saw for Poly Rods - Model 72/450. The arced portion of polysilicon rods from a Siemens reactor have to be removed to produce a straight rod for use in the production of float zone ingots. The machine can cut at multiple positions without the need to move the rod. The rod is clamped in the machine, not glued.
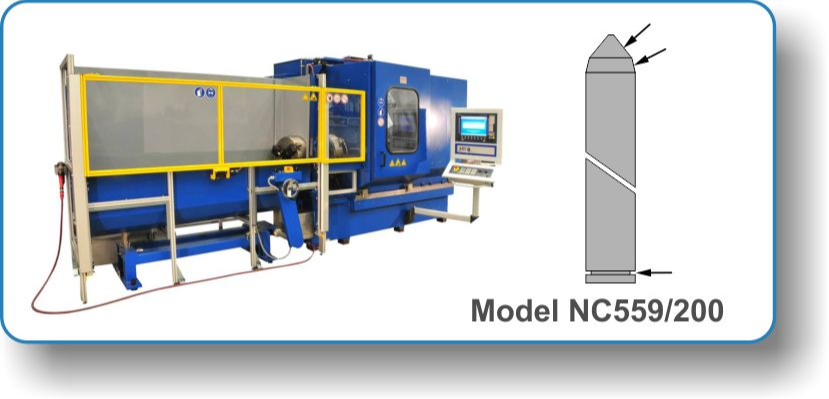
Cone and Notch Grinding Machine - Model NC559/200. This machine complements the previous one. The straight polysilicon rods have to be prepared for the float zone furnaces. At one end a cone is machined into the silicon and a notch at the opposite end. The surface quality of the machined surfaces reaches an Ra < 2 µm. The geometrical tolerance is < 0.1 mm. The rod is clamped in a three-point chuck.
Where is Arnold located? Arnold is headquartered in the picturesque town of Weilburg. The next international airport is Frankfurt (FRA). From there it is a 1 hour ride by car - depending on traffic.